Machine Tool Solutions for Faster Feed Rates and Greater Reliability
Closed Seal
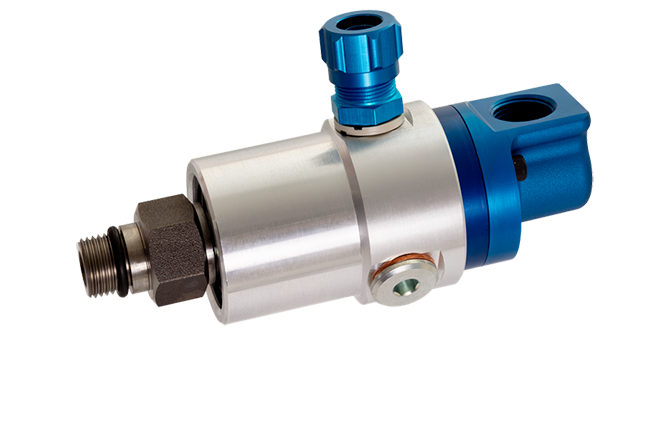
Deublin rotary unions with closed seal technology keep the sealing surfaces in constant contact. Closed seal unions generally are less affected by extremely contaminated coolant than other designs. Generally, closed seal unions should not be rotated for an extended time if coolant is not present.
Pop-Off® seal technology closes the seals only when pressure is applied. When pressure is removed, the seal faces separate by a very small distance. This eliminates friction and seal wear during operation without coolant, and therefore allows unlimited “dry running” at high speeds.
AutoSense® technology combines the best features of Pop-Off® and controlled leakage designs. Like Pop-Off® designs, AutoSense® seals close when coolant pressure is applied to contain the coolant fluid, and “pop” apart in the absence of coolant pressure to allow unlimited dry running. Like controlled leakage designs, AutoSense® seals handle pressurized dry air by creating a microscopic gap between the seal faces.
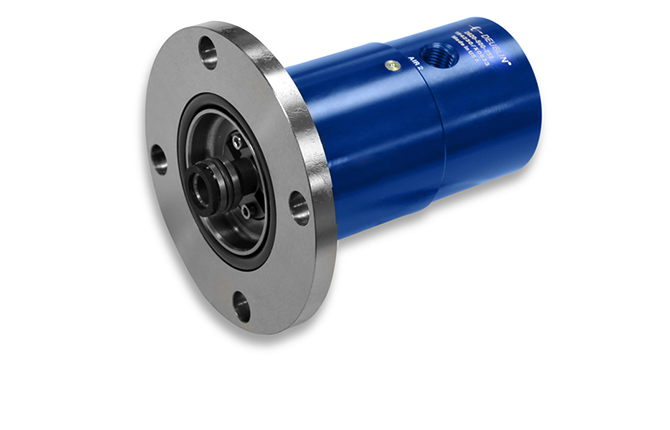
Deublin coolant unions are engineered for long life but, because they are located deep inside a machining center, it can be difficult to know when it's time to replace a worn union. SpindleShield® technology protects spindles from coolant ingress by warning the machine operator of unusual leakage.
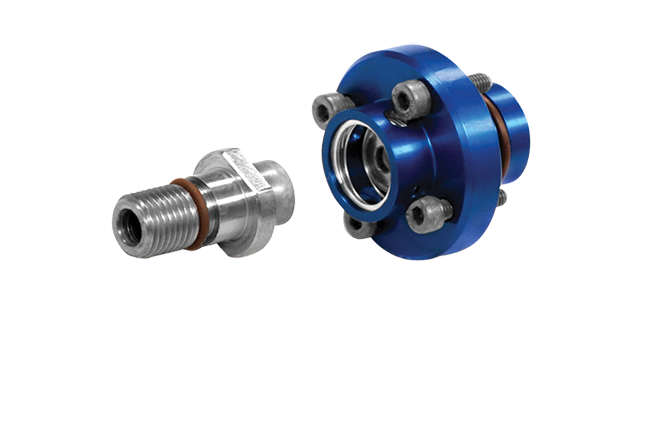
Deublin's balanced mechanical seals offer a high-speed, high-pressure alternative to conventional elastomer seals, and provide a durable, leak-proof connection that resists wear and contaminants to maximize machine productivity.